NEWS AND INFORMATION
新闻资讯
专业的团队技术服务
提供冲压伺服滚轮送料机、精密整平机、自动开卷机、分条机、机械手等研发和服务
苏州五斗机械有限公司

|
冲床自动换刀装置的形式
自动换刀装置初期曾采用转塔头自动换刀,这种装置按其结构形式可分为水平转轴式和垂直转轴式。
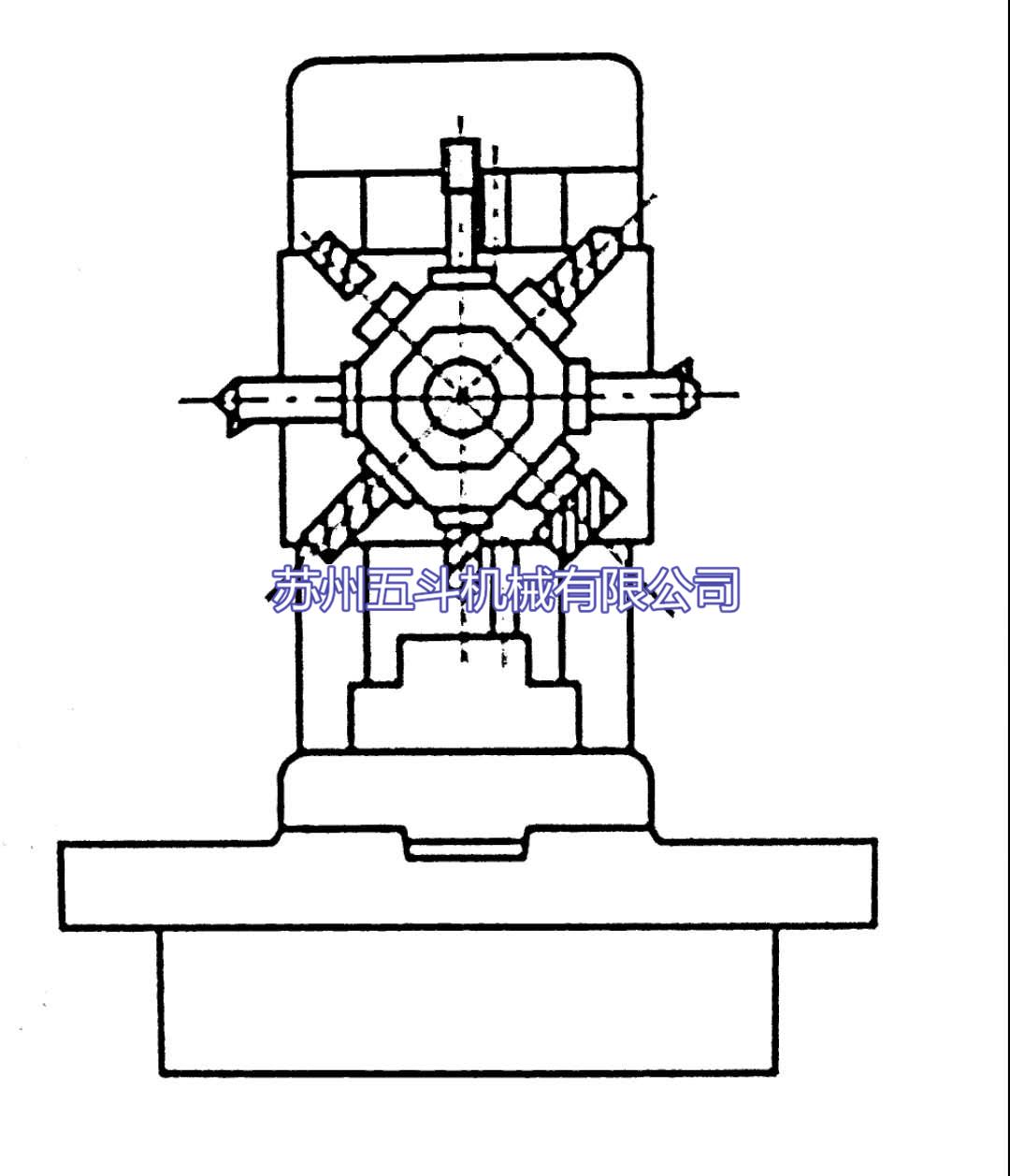
图5.22 水平转轴式转 塔头自动提刀装置 所示为具有8根主轴的水平转轴式转塔头自动换刀装置,只有处于最下端的主轴进行切削加工,该刀具加工完毕后,由数控系统控制转塔头转过一个或几个位置,实现自动换刀,转入下一工步加工。这种换刀装置结构简单、紧凑,换刀迅速,但每把刀具都需一根主,而且变速箱工作时的振动和热量都直接传到转塔上来,所以它的尺寸、结构以及储存刀具的数量都受到限制、一般为6-8把刀具,仅适用于简单工件加工。
采用单独存储刀具的刀库、刀具数量可以增加,能够满足加工复杂零件的需要,这时的加工中心只需要一个夹持刀具进行切削的主轴、所以制造难度也比转塔刀架低,因此这种换刀方式在加工中心上得到了广泛的应用。带刀库的自动换刀装置由刀库和刀具交换机构组成,实现刀库与机床主轴间传递和装卸刀具的装置称为刀具交换装置、它分为无机械手(由刀库与机床主轴的相对运动实现刀具交换)和有机械手自动换刀两种形式。 1.无机械手自动换刀 无机械手换刀通过刀库和机床主轴的相对运动实现刀具交换。采用这种换刀方式换刀时必须首先将用过的刀具送回刀库,然后再从刀库中取出新刀具,这两个动作不可能同时进行,因此换刀时间较长。
图5.23 无机械手自动换刀装置 1一工作台;2一刀库;3一刀具 4一主轴;5一主轴箱;6一工件 是立式数控机床无机械手自动换刀装置。它的刀库安放在机床工作台的一端,当某一把刀具加工完毕而它的换刀过程却较为复杂,换刀时必须首先将用过的从工件上退出后,即开始换刀。这种自动换刀装置只有一个刀库,不需要其他装置,结构比较简单,动作也可靠。刀具送回刀库,然后再通过刀库的旋转,选择新的刀具,两个动作不可能同时进行,无法实现刀具在刀库中的“预选”。它的选刀和换刀由三个坐标轴的数控定位系统来完成,因而每交换一次刀具,工作台和主轴箱就必须沿着三个坐标轴作两次往复运动,换刀时间较长。另外,由图5.23于刀库置于工作台上,减少了工作台的有效使用面积。
2.机械手自动换刀
大多数加工中心采用机械手自动换刀方式,这是因为机械手换刀在刀库的布局和刀具数量的增加上有很大的灵活性,而且可以通过刀具预选择,减少换刀时间。由于加工中心有卧式、立式、龙门式等,因此也就存在各式各样的换刀机械手。
图5.24 刀库 机械手联合动作的自动换刀装置 1一刀库;2一机械手;3一主轴箱 4一主轴;5一工作台;
为单臂双爪式机械手自动换刀装置。盘形刀库1倾斜安装在机床立柱上,其最下方的刀具为换刀位置。自动换刀时,刀库回转,将下一步需要的刀具提前转到换刀位置;主轴准停,主轴箱向上退回原点;然后机械手由水平位置逆时针回转90°,同时抓住主轴上和刀库中需要更换的刀具;主轴松开,机械手沿轴向向外伸,将主轴上刀具和刀库中的新刀拔出;然后机械手顺时针回转180°,沿轴向向里退回,将交换的刀具分别插入刀库和主轴,主轴夹紧刀具;机械手逆时针回转90°,返回到初始位置,整个换到过程结束。
下一篇我们来讲:刀具的自动选择 文章来源:苏州五斗机械有限公司
|